English
|
中文版
首页
公司介绍
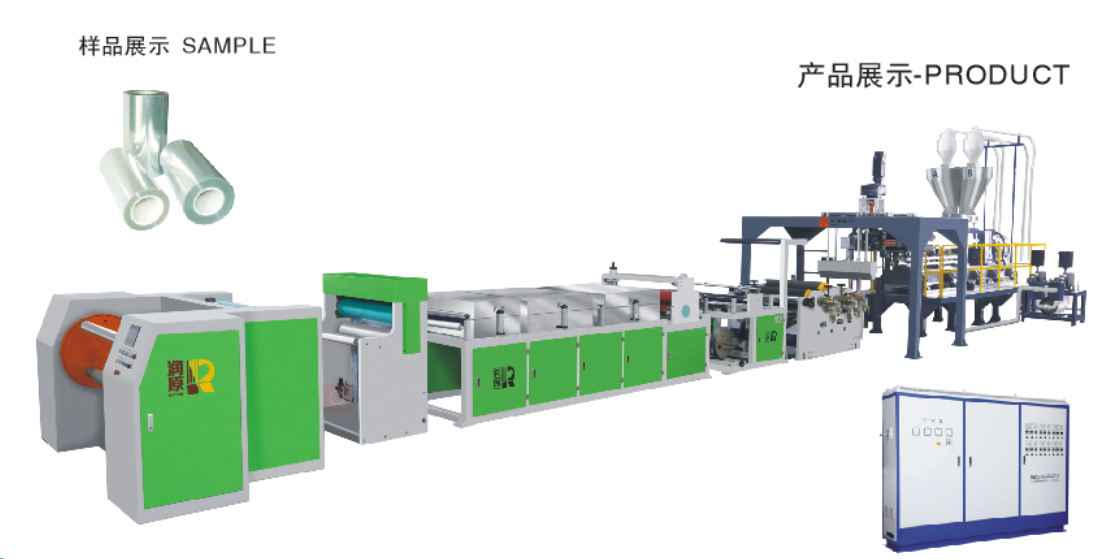
产品展示
公司新闻
公司招聘
联系方式
在线留言
机器视频
阿里巴巴
新闻中心
片材机出机之挤出工艺
【